再制造是绿色循环经济科学发展的必然要求。进入21世纪,保护地球环境、构建循环经济、保持社会经济可持续发展已成为世界各国共同关心的话题。目前大力提倡的循环经济模式是追求更大经济效益、更少资源消耗、更低环境污染和更多劳动就业的一种先进经济模式。
再制造工程以节约资源、节省能源、保护环境为特色,可使废旧资源中蕴含的价值得到最大限度的开发和利用,缓解资源短缺与资源浪费的矛盾,减少大量的失效、报废产品对环境的危害,是废旧机电产品资源化的最佳形式和首选途径,是节约资源的重要手段。再制造工程高度契合了国家构建循环经济的战略需求,并为其提供了关键技术支撑,大力开展绿色再制造工程是实现循环经济、节能减排和可持续发展的主要途径之一。
1 国内外再制造发展形势
1.1 国内外再制造发展
20世纪初期,美国为了打破经济萧条的困境,首次在汽车维修行业使用了再制造技术。进入20世纪后期,美国正式提出“再制造”。此后,其他工业发达国家开始大力发展再制造产业,目前在欧美发达国家已形成了重要产业。据不完全统计,全球再制造产业产值已超过1000亿美元,美国的再制造产业规模最大,达到750亿美元,其中汽车和工程机械等领域占2/3以上,约500亿美元。就企业数量而言,全球约50%的再制造企业在美国,约30%在欧洲。美国和欧洲的再制造产品数量约为5亿件,约占世界总量的80%。在再制造产业中,历史最悠久和比例最大的是汽车行业,大约10%的轿车和卡车在其生命周期中需要更换一次发动机,2005年全世界销售了大约6000万件再制造产品。
我国的再制造产业发展至今已有十几年。目前,我国在实践的基础上探索形成了以高新技术为支撑、产学研相结合、循环经济、自主创新的具有中国特色再制造模式。中国特色再制造模式注重基础研究与工程实践结合,创新发展了再制造关键技术,构建了废旧产品的再制造质量控制体系,保证了再制造产品的性能和可靠性;注重企业需求与学科建设融合,提升企业与实验室核心竞争力,促进了国家循环经济建设。
随着国家可持续发展战略方针的制定,极大地推动了国内再制造产业的发展,部分高校及企业纷纷开展了对先进再制造技术的开发应用。为了响应国家可持续发展的战略方针,更好地满足市场需求以及有效利用国内外先进技术,洛阳大华重型机械有限公司成立了洛阳瑞克循环利用科技有限公司,与澳大利亚LaserBond公司合作开展了激光熔覆增材制造项目,建立了一条大功率激光熔覆自动化生产线,实现对航空发动机、
燃气轮机、盾构机、电力机械、冶金机械、矿山机械等大型成套设备及工程机械、医疗设备、模具等机械零部件的修复再制造。该项目可节能约60%,节材约70%,促进循环经济的发展和环境友好型社会的建立。
1.2 再制造生产面临的问题
由于再制造使用的是经过长期服役的旧零部件,其损伤失效形式复杂多样,残余应力、内部裂纹和疲劳层的存在也导致寿命评估与服役周期复杂难测,再制造还要在保持废旧零部件材质和形状基本不变的前提下,采用高技术恢复原产品的尺寸标准,达到或超过原产品的性能指标、实现原产品的功能升级,同时,采用正规化、规模化的加工手段,因此加工工艺更为复杂。
1.3 再制造行业的发展模式
从国内外制造及再制造产业的发展历程看,“技术产业化”是一个普遍的发展模式。我国的再制造产业在这一环节上采取企业试点模式,总体上是分散化运作,产业集群能力明显不足。鉴于再制造产业独特的技术和相应的政策法规环境,建设再制造产业基地或园区成为再制造产业发展的一个重要模式。这一模式总体遵从“技术产业化、产业集聚化、集聚规模化、规模园区化、园区科学化”的建设理念,既可以有效地弥补当前再制造产业企业试点模式的不足,也可以带动多支点产业的发展。通过再制造产业基地的建设,进一步加速现代装备制造业基地建设步伐,着力提升工业核心竞争力,切实推动产业升级和结构转型,实现制造和再制造产业的协调发展。
2
激光再制造技术发展及其应用
2.1 激光加工技术现状及发展趋势
激光是20世纪的重大发明之一,具有巨大的技术潜力。激光加工是激光应用最有发展前途的领域,国外已开发出了20多种激光加工技术。激光的空间控制性和时间控制性很好,加工对象的材质、形状、尺寸和加工环境的自由度都很大,特别适用于自动化加工。激光加工系统与计算机数控技术相结合可构成高效自动化加工设备,为优质、高效和低成本的加工生产开辟了广阔的前景。
激光加工技术是绿色再制造技术的重要支撑之一,符合国家可持续发展战略。激光加工技术的发展趋势主要体现在材料研发、工艺控制、加工系统智能化与机械化,以及新一代工业激光器研发等几个方面。在材料研发方面,针对激光焊接、激光熔覆的材料种类,分别研制不同材料的激光焊接和熔覆材料及工艺。在工艺控制方面,对于激光焊接、熔覆而言,其发展趋势是开发基于激光焊接、熔覆的在线监控系统,对激光焊接、熔覆过程进行实时监控,研发与激光焊接、熔覆相配套的复合工艺(如激光-电弧复合焊接),提高激光焊接、熔覆的效率。在加工系统智能化与机械化方面,系统集成不仅指加工本身,而且还带有实时监测与反馈处理,加工系统智能化已成为必然的发展趋势。为了提高激光焊接、切割、熔覆的工作效率,研发低成本智能化机器人并使其逐步得到推广应用是必由之路。
2.2 激光表面改性技术
激光表面改性技术是在普通基材表面实现高性能的表面改性技术之一。通过激光与材料表面的相互作用,可以改变表面性能。用激光淬火、合金化及熔覆技术,实现耐磨性、耐蚀性及耐高温性能。该技术克服了原来基材采用整体高合金带来的制造工艺上的难题,实现了高性能低成本制造。针对不同工件、不同功能要求,采用不同的激光改性技术,实现工件的表面强化改性,代替传统的表面处理工艺,对发展循环经济、建立节约型社会起到重要作用。
随着我国制造业的崛起和发展,激光表面改性的市场需求正在快速增长。在“十一五”期间,随着大功率工业型CO2激光器及其成套设备的发展,使激光表面合金化技术、激光诱导沉积技术、激光熔覆技术等激光再制造技术获得飞速发展,在先进制造与再制造领域发挥重要作用,为发展循环经济、建设节约型社会提供技术支撑。
2.2.1 激光熔覆技术
激光熔覆是在工件表面加入熔覆材料(送粉、送丝等),如图1所示,通过高能激光加热,使熔覆材料和基体表面薄层金属熔化,此时靠工件自身的导热,快速凝固为熔覆层,获得工件所要求的具有各种特性的改性层或修复层。
图片
图1 激光熔覆示意
激光熔覆加工过程依靠激光熔覆设备来实现,主要包括激光器(CO2激光器、YAG激光器、半导体激光器、光纤激光器等)、送粉系统(送粉器、粉末传输通道和喷嘴)、激光加工平台、多轴机器人(通过程序控制实现自动化熔覆工艺)、气体保护系统、跟踪检测与反馈系统,如图2所示。
1.示教器 2.机器人控制系统 3.计算机 4.激光器
5.光纤输出口 6.焊接机器人 7.机械臂 8.传导光纤
9.视觉跟踪器 10.加工平台 11.送粉头 12.激光镜头
13.显微输出端 14.送粉系统 15.送气系统
激光熔覆技术同其他表面强化技术相比,有如下优点:
(1)冷却速度快,产生快速凝固组织,容易得到细晶组织或产生平衡态所无法得到的新相;
(2)热输入小,畸变小,熔覆层稀释率低;
(3)合金粉末选择几乎没有任何限制;
(4)针对复杂件及难以接近的区域,激光熔覆工艺过程易实现自动化。
2.2.2 激光合金化技术
激光合金化技术是在工件表面加入合金元素,通过激光束加热,使合金元素迅速融入已熔化的基体表面,快速凝固为合金层,达到工件所要求的耐磨、耐蚀、耐高温等性能。其与激光熔覆最大的区别在于激光合金化是一种稀释率很高的熔覆工艺,可使添加的合金元素和基材表层在液态下充分混合形成新的合金化层,从而获得新的性能。
激光合金化技术具有以下特性:
(1)合金元素分布均匀,生产周期短;
(2)可实现局部选取合金化,节省合金材料,降低制造成本;
(3)与传统的渗碳、渗氮、镀铬等技术相比,强化效果优异,性价比较高;
(4)通过激光合金化,可以抑制中间相的析出,扩大热平衡相的固溶性和形成亚稳晶体相,甚至形成非晶态合金组织。
2.2.3 激光相变硬化技术
激光相变硬化技术(激光淬火技术)是利用激光对工件表面的高速加热和高速冷却的性质,使基材中的珠光体组织迅速转变为奥氏体组织,通过自身热传导以104~106℃/s的速率快速冷却,奥氏体组织通过无扩散过程转变为细小的马氏体组织。
激光相变硬化技术与常规硬化技术相比,虽然发展时间较短,但却有着其他技术所不能比拟的优势:
(1)激光淬火对工件表面的高速加热和高速冷却,有利于提高扫描速度及相应的生产效率;
(2)激光淬火处理后,工件表面硬度比常规淬火高15%~20%,可获得较细组织结构和硬化层;
(3)激光加热速度快,热影响区小,工件变形小,产生的压应力有助于提高工件的疲劳强度;
(4)激光淬火可对工件的局部特殊位置进行硬化处理,也可以对同一工件不同部位进行不同的硬化处理;
(5)激光淬火无需冷却介质,对环境无污染。
3 激光熔覆技术在再制造领域的主要应用
激光熔覆技术是未来先进制造业中潜力最大的技术之一,目前广泛用于矿山行业、钢铁行业、煤炭电力、机械制造等领域中,并取得了很好的经济和社会效益。结合洛阳瑞克循环利用科技有限公司与澳大利亚LaserBond合作建立的激光熔覆再制造项目,对激光再制造技术的应用情况及效果进行介绍。
3.1 矿山机械行业
矿山机械主要任务是为煤炭、钢铁、有色金属、化工、建材等部门的矿山开采,以及为铁路、公路、水电等大型工程的施工提供先进、高效的技术装备。矿山机械在经济建设和社会发展中占有非常重要的作用,矿山机械制造业是国家建立独立工业体系的基础,也是衡量一个国家工业实力的重要标志,属于国民经济的支柱行业。
矿山机械行业由于其行业性质的特殊性,每年产生大量的废旧零部件,据统计预测,到2020年,矿山机械平均报废量将达近百万吨,因此矿山机械再制造越来越受国家与企业的重视,这对推动我国经济可持续发展有着极其重要的意义。随着再制造技术的不断发展完善,越来越多的矿山机械零部件通过再制造得以重新利用,变废为宝,不仅减少了资源和能源的浪费,而且对于整个社会经济的可持续发展起到积极的推动作用。
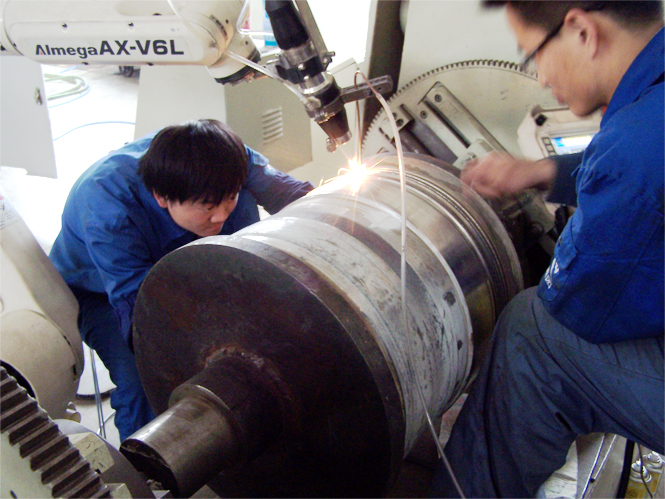
3.1.1 破碎机主轴激光熔覆再制造
破碎机在工作中,电动机通过传动轴驱动主轴带动动锥在偏心套的迫动下做旋摆运动,使物料在破碎腔内不断受到冲击、挤压和弯曲作用,从而达到破碎物料的目的,这使得破碎机主轴在持续的高强度交变应力下工作。长期的摩擦及交变应力导致主轴表面组织受损,存在不同程度的磨损、烧伤及疲劳裂纹。
洛阳瑞克循环利用科技有限公司采用激光熔覆再制造技术,结合先进的探伤仪器及机械加工手段,针对各系列受损破碎机主轴实现高效、高质量修复(见图3),解决了传统修复手段所带来的热影响区淬硬、热变形大、焊层晶粒组织粗大等问题。激光再制造修复后破碎机主轴使用寿命可提高2~3倍。
3.1.2 钻孔稳定器
钻孔稳定器是一种专用的机械钻井工具。钻杆柱在孔内高速回转时,钻孔稳定器保持细长钻杆平稳运转,使钻头轴线尽可能接近钻孔中心线,减轻钻杆柱弹性系统在孔内径向和轴向的剧烈振动,减少钻头和钻杆偏磨,保证钻孔质量。
稳定器的材质为高强钢,表面通常都经过强化。在工作过程中,稳定器在极其恶劣的环境中受到严重的磨损,从而使得稳定效果下降,导致钻孔质量下降。通过激光熔覆技术在表面熔覆耐磨合金层,提高基材表面的抗冲击性能和耐磨耐蚀性能,延长了稳定器的使用寿命,极大提高了钻孔效率。
3.1.3 液压支架立柱激光熔覆再制造
液压支架是煤炭开采的核心设备之一,保证开采工作安全进行。液压支架约占工作面成套设备成本的60%。立柱是液压支架系统的关键零部件,起到重要的载荷传递作用。在持续高负荷工作过程中,由于井下环境恶劣,长期受到酸碱介质腐蚀,造成立柱腐蚀、电镀层脱落、磨损,从而导致失效甚至报废。
通常采用传统的镀铬手段对立柱表面进行防腐蚀强化,由于镀层较薄,结合力不强,一般情况下,立柱维修2次后,无法再恢复到新品尺寸,不能再循环利用。彻底报废的立柱需回炉冶炼,且镀铬工艺本身对环境污染较为严重,不符合国家提倡的节能减排的可持续发展方针。
激光熔覆再制造不受修复厚度及修复次数的限制,使用寿命长,且基本可避免回炉冶炼的工序。采用最新的激光熔覆再制造技术,使用高性能的合金粉末对立柱进行激光熔覆修复(见图4),修复后表面硬度高达50~55HRC,极大提高了立柱的耐磨耐蚀性能,使用寿命相比传统工艺约提高3倍。据统计,全国报废液压支架立柱约为45万t/a,如果采用激光熔覆再制造技术代替镀铬,可以节约用于废弃回炉冶炼的标准煤19万t/a,显著减少大气污染。
3.1.4 截齿激光熔覆再制造
掘进机依靠截齿剥离煤岩表面进行掘进作业。截齿磨损、刀头脱落或破碎等原因会造成截齿损坏报废。截齿使用寿命决定设备的工作效率及开采成本。
采用激光熔覆技术对截齿的硬质合金头进行增材制造(见图5),截齿硬度可达65HRC以上。激光熔覆工艺涂层与基体结合良好,使得激光强化区域对硬质合金头起到充分的保护作用。与普通截齿相比,其耐磨性、强度、抗剪性等各方面性能得到明显提高,使用寿命是普通处理后截齿的6~7倍。
3.2 钢铁行业
轧辊是轧材企业生产中的耗材。2012年,国内钢铁企业消耗的辊材已超过200万t,是钢铁行业中设备最主要的耗材。钢铁企业热轧工艺应用较多,热轧辊须具备优异的抗磨性,轧辊材质组织紧密,硬度分布均匀,具有较低的热膨胀系数及较高的散热能力,以及高温稳定性能、抗氧化及抗高温蠕变性能。轧辊质量直接影响着轧机的效率及产品质量,因此对修复具有很高的技术要求。
通常轧辊的失效方式有热龟裂、剥落、疲劳磨损、磨料磨损等。采用激光熔覆技术,针对轧辊材质、工作环境、技术要求,选择对应的熔覆合金粉末及熔覆工艺,熔覆层与基材实现良好的冶金结合,熔覆层组织致密细小,表面硬度可达到50~60HRC,起到了很好的强化修复作用(见图6)。修复后的轧辊表面耐磨耐冲击等使用性能相比传统修复工艺提高数倍,价格约为新轧辊的1/3。
3.3 机械制造行业
3.3.1 减速机驱动轴激光熔覆再制造
减速机驱动轴长时间使用后磨损严重,导致失效甚至报废。若直接更换减速机驱动轴,周期长,价格昂贵,较好的方法是选择适当的工艺对磨损区域进行激光熔覆修复。
洛阳瑞克循环利用科技有限公司通过现场技术交流及材质检测,针对减速机驱动轴的使用技术要求及材质,建立了一套合理完善的修复方案,采用引进的澳大利亚LaserBond激光熔覆技术,使用进口激光熔覆专用合金粉末对其进行修复(见图7),不仅恢复原始尺寸,更起到了表面强化作用。修复后表面硬度达51~53HRC,极大提高了耐磨耐蚀性能。
3.3.2 螺旋输送器
螺旋输送器主要是靠螺杆的转动,将物料向前传送。在工作过程中,螺杆与物料之间发生摩擦碰撞,螺杆表面会出现较为严重的磨损现象,降低了物料输送效率。采用激光熔覆技术,在其表面进行耐磨耐腐蚀熔覆(见图8),可大大提高其耐冲击、耐磨及耐蚀性能,是传统修复方法使用寿命的4倍。
4 存在的问题
激光再制造技术是一项多学科交叉的新兴领域,还有许多问题需要探索。要实现更加广泛的应用,需要解决以下问题:
(1)提升国产工业型大功率CO2和YAG激光器的质量;
(2)加快研发激光表面改性质量控制系统;
(3)研究解决激光表面改性技术存在的残余应力及裂纹机理问题;
(4)建立实用性的专家系统数据库,探索更优的工艺流程,提高技术稳定性。
5 结语
基于国内外再制造产业发展基础,中国的再制造产业发展应围绕科技创新为本,全面建设再制造配套服务体系,为再制造产业发展创造优良的环境。激光再制造技术是未来工业应用潜力最大的技术之一,会在各行业得到更为广泛的应用。随着激光表面改性技术的不断发展,将在我国先进制造及再制造领域发挥重要作用,为发展循环经济、建立节约型社会提供有力的技术支撑。